电站母线/机械绕包式绝缘管型母线
- 厂家信息
- 产品信息
- 规格参数
- 技术文档
产品图片
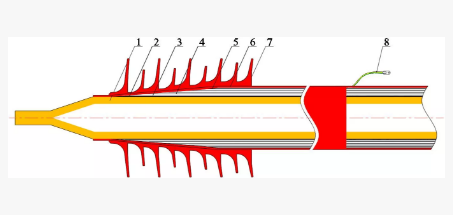
机械绕包式绝缘管型母线
采用电控机械自动化绕包机高速重叠绕包绝缘材料为绝缘成型制造工艺,以聚酯薄膜为主体绝缘材料,按照GB/T 4109的规定,在绝缘层内布置通体连通的半导电层,在整体上以获得所要求的电压分布,在端部以等梯差电容锥均压结构实现应力控制和疏散的绝缘管型母线。
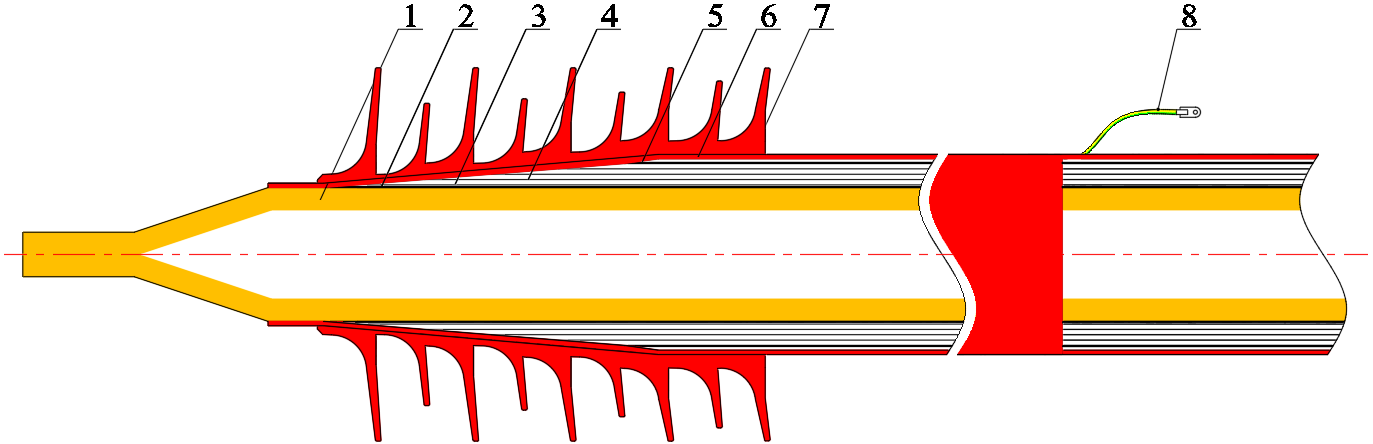
1-管型导体;2-导体屏蔽层;3-绝缘层(多层); 4-绝缘屏蔽层(多层)
5-金属屏蔽层;6-护层;7-伞裙(选装);8-接地引线
机械绕包式管型母线本体及终端结构示意图
挤包式绝缘管型母线
采用电控机械自动化挤包机三层共挤方式同步挤出导体屏蔽层、绝缘层和绝缘屏蔽层,后高温硫化或辐照交联、按需弯曲为绝缘成型制造工艺,以乙丙橡胶、硅橡胶或交联聚乙烯为主体绝缘材料,按照GB/T 12706.1~GB/T 12706.3的规定,在绝缘层内无布置半导电层,在整体上以获得所要求的电压分布,在端部使用应力锥等附件实现应力控制和疏散的绝缘管型母线。
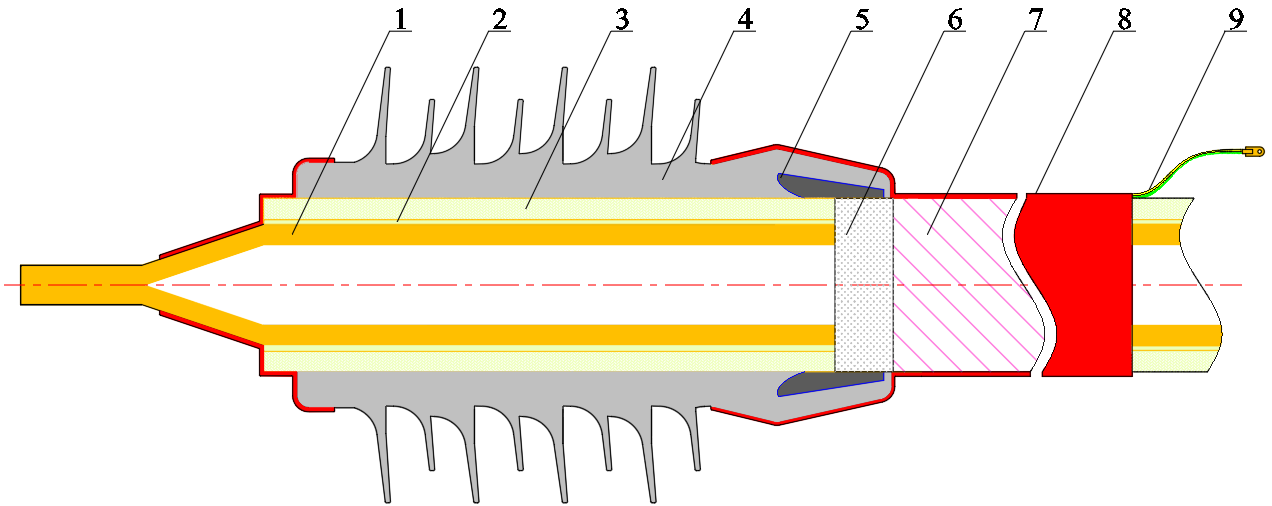
1-管型导体;2-导体屏蔽层;3-绝缘层;4-终端绝缘主体
5-应力锥;6-绝缘屏蔽层;7-金属屏蔽层;8-护层;9-接地引线
三层共挤式管型母线本体及终端结构示意图
真空浸渍式绝缘管型母线
采用人工或电控机械自动化绕包机重叠绕包绝缘材料骨架、后在金属箱体内真空和高温状态下注入环氧树脂和固化剂混合物(下文简称环氧树脂)充满骨架间隙保压保温浸渍、而后再加热保温烘干固化成型为绝缘成型制造工艺,以皱纹纸和环氧树脂复合物为主体绝缘材料,按照GB/T 4109和GB/T 12706.1~GB/T 12706.3的规定,只在端部绝缘层内布置半导电层,在端部以获得所要求的电压分布和在端部以等梯差电容锥均压结构实现应力控制和疏散的绝缘管型母线。
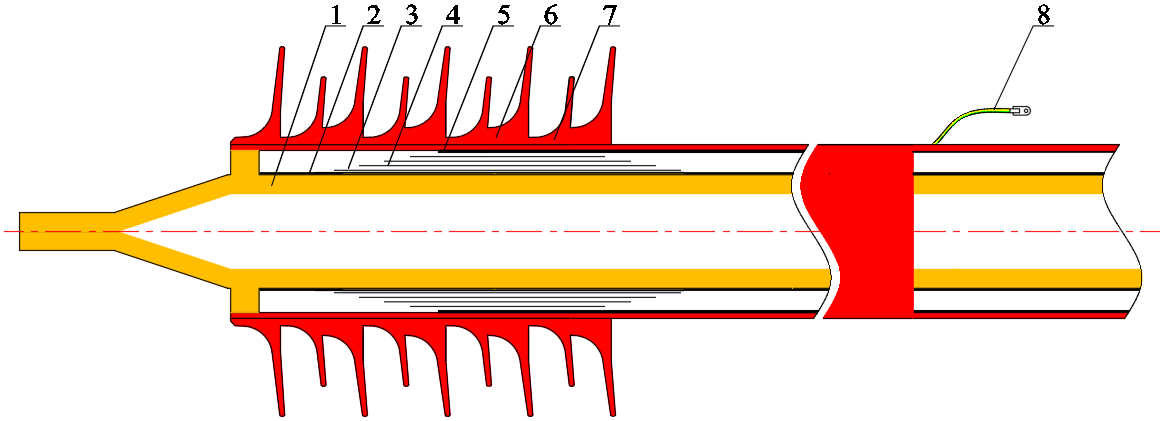
1-管型导体;2-导体屏蔽层;3-绝缘层(多层); 4-绝缘屏蔽层(多层)
5-金属屏蔽层;6-护层;7-伞裙(选装);8-接地引线
性能表

机械绕包式绝缘管型母线
采用电控机械自动化绕包机高速重叠绕包绝缘材料为绝缘成型制造工艺,以聚酯薄膜为主体绝缘材料,按照GB/T 4109的规定,在绝缘层内布置通体连通的半导电层,在整体上以获得所要求的电压分布,在端部以等梯差电容锥均压结构实现应力控制和疏散的绝缘管型母线。
1-管型导体;2-导体屏蔽层;3-绝缘层(多层); 4-绝缘屏蔽层(多层)
5-金属屏蔽层;6-护层;7-伞裙(选装);8-接地引线
机械绕包式管型母线本体及终端结构示意图
挤包式绝缘管型母线
采用电控机械自动化挤包机三层共挤方式同步挤出导体屏蔽层、绝缘层和绝缘屏蔽层,后高温硫化或辐照交联、按需弯曲为绝缘成型制造工艺,以乙丙橡胶、硅橡胶或交联聚乙烯为主体绝缘材料,按照GB/T 12706.1~GB/T 12706.3的规定,在绝缘层内无布置半导电层,在整体上以获得所要求的电压分布,在端部使用应力锥等附件实现应力控制和疏散的绝缘管型母线。
1-管型导体;2-导体屏蔽层;3-绝缘层;4-终端绝缘主体
5-应力锥;6-绝缘屏蔽层;7-金属屏蔽层;8-护层;9-接地引线
三层共挤式管型母线本体及终端结构示意图
真空浸渍式绝缘管型母线
采用人工或电控机械自动化绕包机重叠绕包绝缘材料骨架、后在金属箱体内真空和高温状态下注入环氧树脂和固化剂混合物(下文简称环氧树脂)充满骨架间隙保压保温浸渍、而后再加热保温烘干固化成型为绝缘成型制造工艺,以皱纹纸和环氧树脂复合物为主体绝缘材料,按照GB/T 4109和GB/T 12706.1~GB/T 12706.3的规定,只在端部绝缘层内布置半导电层,在端部以获得所要求的电压分布和在端部以等梯差电容锥均压结构实现应力控制和疏散的绝缘管型母线。
1-管型导体;2-导体屏蔽层;3-绝缘层(多层); 4-绝缘屏蔽层(多层)
5-金属屏蔽层;6-护层;7-伞裙(选装);8-接地引线
性能表


